 DN100橡膠軟接頭縮短的(de)主要原因是什麽
DN100橡膠軟接頭縮短的(de)主要原因是什麽
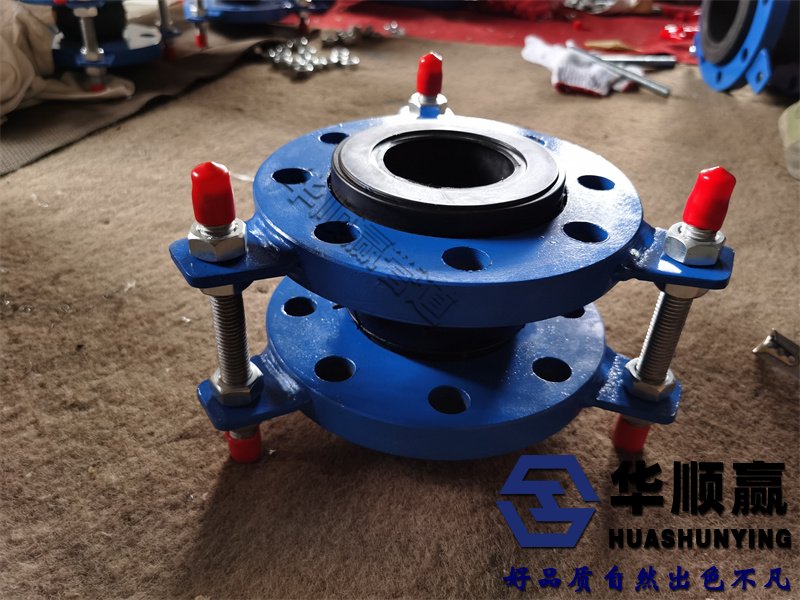
跟著各種工程的活躍發(fā)展,越來越多的柔性橡膠接頭產品開端被用作保證工程穩定性的重要組成部分。因而,咱們更加重視其產品質量。但是,在很(hěn)多情況下,在正常運用(yòng)中(zhōng),因(yīn)為各種因素的存在,總會導致產品失效(xiào)。這種現象的發生將給咱們(men)的建造帶(dài)來很大的費事。因而,有必要對失效因素進行深入了解,以便及時防備。

橡(xiàng)膠接頭的縮短主要由以下幾點引起:
1、 打針模;關於多澆口模具(jù),調整每個澆口(kǒu)的充模速度,盡量對稱設置澆口(kǒu)。模(mó)具(jù)關鍵(jiàn)部位應有效設置冷卻水道,保證模具冷卻對消除(chú)或削減縮短有(yǒu)良好作用。整個模具(jù)應(yīng)無毛(máo)刺,具有封模性能,能接受高壓、高速、低(dī)粘度熔體的充模。
2、 注塑設備;供料缺乏,注塑機螺杆或柱塞磨損嚴峻,注塑保壓過程中熔融物料泄漏,充(chōng)模壓力和物料量下降(jiàng),導致熔融物料缺乏。噴嘴孔太大或太小。假如太小,很簡單阻塞進料通道。假如過大,則(zé)會使打針力變小,難以填充模具。
3、 生產工藝:進步打針壓力(lì)、保壓(yā)壓力、延伸打針時刻。關於高活(huó)動性(xìng)塑料(liào),高壓會(huì)發生飛邊並(bìng)導致凹坑陷落。恰當下降物料溫度,下降筒體(tǐ)前部和噴嘴的溫度,以削減進入型腔的熔融物料體(tǐ)積的變化(huà),便於冷固化;關於高粘度塑料,應進步料筒溫度,以便於充模。當(dāng)澆(jiāo)口區域呈現縮短(duǎn)時(shí),應(yīng)延伸(shēn)保(bǎo)溫時刻(kè)。進步打針速度可以輕鬆填(tián)充工件並消除大部分縮短。關於薄壁零件,應進步模具溫度,以保證資料活動順暢;關於(yú)厚壁零件,應(yīng)下降模具溫度,以加快蒙皮的固化和成型。延伸零件在模具中的冷卻停留時刻,保持均勻的生產周期,增加背壓,在螺杆前部保留必定的緩(huǎn)衝,有利於削減縮短現象。低精度產品應盡(jìn)早成型,以便在空氣或熱水中緩慢冷卻,這樣可(kě)以使縮短窪陷平滑而不(bú)影響運用。
4、 原資料問題:原資料太軟,簡單窪(wā)陷。有效的方法是在橡膠接頭打針成型過程中參加(jiā)成核劑,以(yǐ)加(jiā)快結(jié)晶。
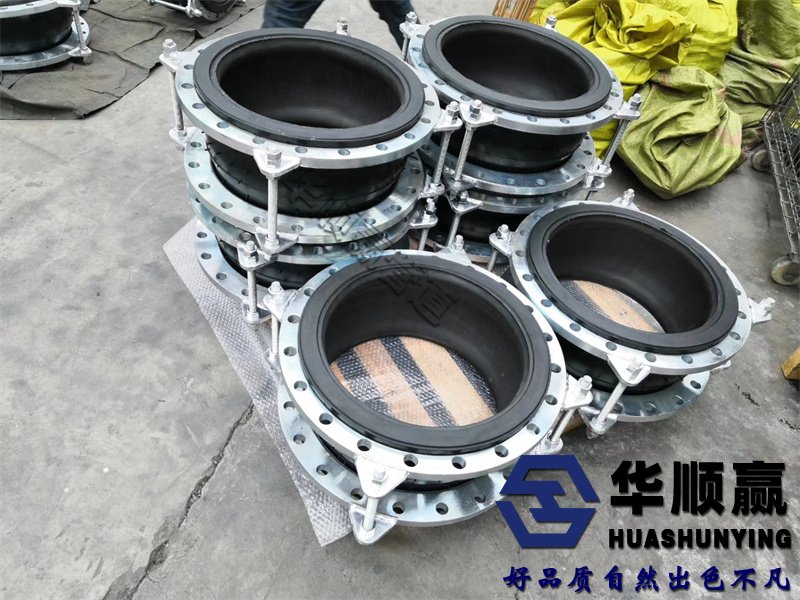
橡膠(jiāo)法蘭軟連接,橡膠球型軟連接,球形橡膠軟(ruǎn)接頭,橡膠補償接頭,橡膠避震接頭






償器")
