橡膠接頭出現收縮是什麽(me)因素造成的(de),要怎麽樣來避免這些因素(sù)的發生。
一、注塑模具;多(duō)澆口(kǒu)模具要調整各澆口的充模速度,對稱(chēng)開設澆口。單球橡(xiàng)膠接頭模具的關鍵部位(wèi)應有效地設(shè)置冷卻水道,保證模具的冷卻對消除或減少收縮起著很好的效果。整個模具應不帶毛刺且具有合模密封性,能承受高壓、高速、低黏度熔料的充模。
二、注塑設備;供料不足,注塑機(jī)螺杆或柱塞磨損嚴重,注射及保壓時熔料發(fā)生漏流,降低了(le)充模壓力和料量,造成熔料不足。噴嘴孔(kǒng)太大或太小。太小則容易(yì)堵塞進料通道(dào),太大則將使射力小,充模發生困難。

三、生產工(gōng)藝(yì);增加注射壓力,保壓壓力,延長注射時間。對於流動性大的塑料,高壓會產生飛(fēi)邊引起塌坑應(yīng)適當降低料溫,降低機筒前段和噴嘴溫度,使進入(rù)型腔的熔料容積變化減少,容易冷固;對於高黏度塑料,應提高機筒(tǒng)溫度,使充模容易。收縮發生在澆口(kǒu)區域(yù)時應延長保(bǎo)壓(yā)時間。提高注射速度可以較方便地使製件充滿並消除大部分的收縮。薄(báo)壁製件應提高(gāo)模具溫度,保證料流順暢;厚壁製件應減(jiǎn)低模溫以加速表皮的固(gù)化定(dìng)型。延長製件在模內冷卻停留時間(jiān),保持均勻的生產周期,增加(jiā)背壓(yā),螺杆前段保留一定的緩衝墊等(děng)均(jun1)有利於減少收縮現象。低精度製品應及早出模讓其在空氣中(zhōng)或熱水中緩慢冷卻,可以使收縮凹陷平緩又不影響使用。
綜合以上相信大家已經對橡膠接頭多(duō)一步的認知了吧,多一點了解(jiě)就會有一份保障,相信大家以後在選(xuǎn)購(gòu)橡膠接頭的時候會有自己的判斷能力。


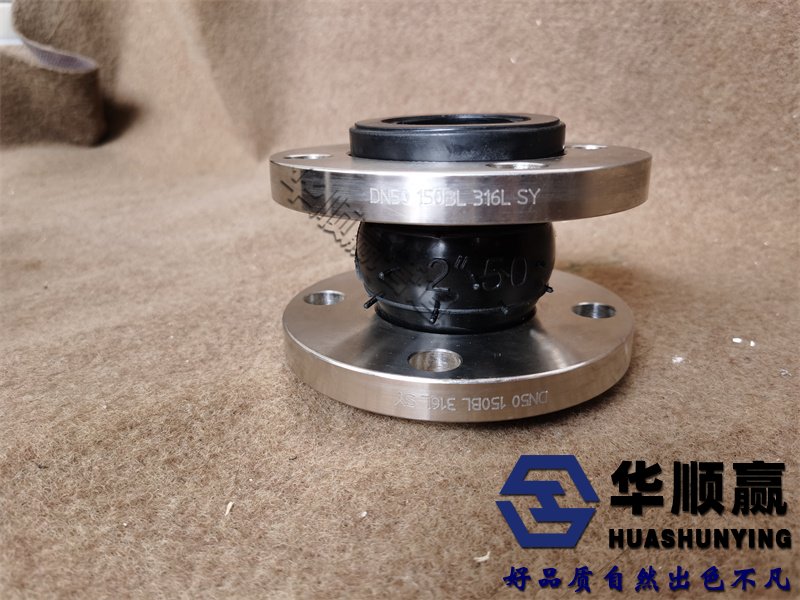

球橡膠接頭")




頭")